The Bidvest Laundry Group has been leading the field of commercial and industrial laundry services in South Africa for more than three decades. Operating 11 branches throughout the country, Bidvest Laundry Group has always been focused on excellent service delivery and affordable solutions that cater to a wide range of industries, including healthcare, hospitality, chemical, food, retail, mining, motoring, engineering, pharmaceutical, industrial, and general manufacturing. What they have to offer is a solid infrastructure, backed b a highly-experienced, dynamic and dedicated team.
Whatever the customer's laundry requirements, Bidvest Laundry Group has the infrastructure to deliver appropriate services to their customers. A special client liaison is assigned to every customer to respond to their needs quickly and efficiently. Bidvest Laundry Group also actively works on reducing their impact to the environment through an ongoing resource sustainability plan that involves continuous monitoring and active improvement of water and power consumption, fuel regulation, chemical efficiencies, and productivity. "We therefore attach a great importance on investing in world-class machinery, equipment, and technology that save time, money, and the environment," explain Linde Smit, general manager Western Cape and Trevor Newman, operations manager of Cape Town plant."
The Bidvest Laundry Group is essentially composed of three divisions: First Garment Rental - Specialist in the rental and laundering of work wear; Boston Launderers - the largest commercial laundry operation in South Africa offering laundry services to the hospitality and healthcare industries; and Montana Laundries - providing tailor-made on-premise laundry services.
The Bidvest Laundry Group facility in Cape Town provides hospitality and healthcare linen services to a wide range of customers. The laundry requirements range from standard linen (200 thread count) to high-end linen (300-400 thread count), including towels, banquet linen, hotel staff uniforms and hospital linen. In addition, the laundry processes work wear for various industries going from Conti-Suits to flame retardant acid resistant garments. The laundry also services a vast client base of abattoirs which requires a HACCP (Hazard Analysis and Critical Control Points) compliant washing process. The facility operates seven days a week, 365 days per year, and delivers on average 12.5 tons (25,000 lb) per day.
The Cape Town plant has been operating a Milnor CBW system since 2006, including a 4-pocket loading conveyor, a 20-year old 12-module 68 kg (150 lb) CWB, a 35-bar single-stage press, a double-bed COSHM shuttle, and five 64058 steam dryers ducted to a central MLF-4545 lint filter. The CBW system was designed to process towels (50%), bed linen (40%), and work wear (10%). The laundry also runs five 230 kg (500 lb) and two 330 kg (725 lb) divided-cylinder Milnor washer-extractors for healthcare markets. Garments are mainly processed through washer-extractors, but the CBW is used in case of additional business.
For several years, a water crisis has been affecting the city of Cape Town. This period of water shortage peaked during mid-2017 to mid-2018. Due to the severe drought, the city of Cape Town implemented significant water restrictions to curb water usage. A reduction in water consumption became critical as high penalties were being charged for any excessive water usage. Ultimately, the Cape Town plant decided to invest in new and more water-efficient equipment. To be able to continue growing and meet the annual budget commitments, the laundry also needed to raise its production capacity, improve the work flow and reduce various operating costs.
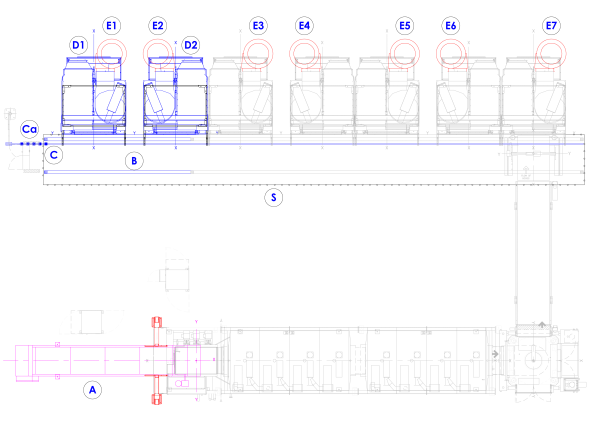
In early 2018, Wayne Peters, national maintenance manager, worked with Milnor International to replace the 20-year old CBW with a new eight-module PulseFlow batch washer, like the one that was installed in the facility of Mogwase, South Africa in 2015. "We operate a fleet of Milnor tunnels in our plants, so when we invest in new equipment, it makes sense to keep interchangeable parts," explains Peters. The tunnel replacement was completed in August 2018. By incorporating Milnor's PulseFlow batch washer, the facility has gained efficiency in laundry processing by both increasing the amount of linen processed in each batch and reducing the fresh water consumption.
The PulseFlow tunnel retains the key components of the proven CBW tunnel, including a true top transfer function, the counterflow principle, a design without seals beneath the waterline and the use of standing baths. The main difference between the conventional Milnor CBW, a proven industry mainstay, and the PulseFlow batch washer, is the way the counterflow interacts with the linen and the stage at which it is introduced into the system.
PulseFlow Technology works by beginning with the patented RecircONE pump arrangement feature - producing high-speed water recirculation within the first module (at a rate of more than 400 liters [106 gal] per minute). This process allows fast and nearly instant wet-down, causing the water and wash chemistry to instantly penetrate the soiled linen, which saves time and the need for dedicated wet down modules that are utilized in bottom transfer tunnels.
PulseFlow technology then continues with a three-step wash/dilution process in each module. The first step is the wash process, employing standing bath washing similarly to a washer-extractor's wash step. This allows the chemical energy to release and suspend the soil from the linens. The next step begins the first part of the dilution process. High velocity counterflow rinsing takes place, which dilutes the loosened suspended soil, similarly to a washer-extractor drain/fill step. The last step of the dilution process involves Milnor's True Top Transfer, where perforated scoops move linen by lifting the goods out of the water, draining the free water, and then sliding the goods into the next compartment. The quick transfer process happens in just a few seconds, and the goods are then submerged in progressively cleaner water. Because the goods change baths upon each transfer, they achieve approximately the equivalent of a second dump and fill and nearly twice the dilution of bottom transfer tunnels. This process happens in each module (except the last module where the cleaned goods need post-rinse finishing chemistry only), resulting in clean linen exceeding industry cleanliness standards.
Milnor's PulseFlow technology is a unique and simple solution for faster and more water-efficient washing in a continuous batch washer.
The result is high quality washing and rinsing, producing hygienically clean linen with very low fresh water consumption, less than any other tunnel washer. With PulseFlow technology, Bidvest Laundry Group has ben able to achieve as low as 2.5 L/kg (0.3 gal/lb) fresh water consumption for light to medium soil linen without compromising wash or rinse quality.
Since installing the new PulseFlow batch washer, the laundry has also improved its performance by benefiting from shorter process times. To be able to support the increased production and keep up with a transfer time of about two minutes, they decided to invest in two new additional 64059 steam dryers. Pursuing the equipment renewal process, they also decided to purchase a new four-pocket loading conveyor and replace the existing central MLF-4545 lint filter with new on-bard MLF1010 lint filters. All new equipment was installed in June of 2019.
CBW®, PulseFlow®, and RecircONE® are Pellerin Milnor's registered trademarks.
07/08/2019